
Mahou San Miguel – Energy savings in industrial refrigeration production
Reduction of electricity consumption for the production of cold, as well as indirect CO2 emissions, at Mahou San Miguel’s Burgos plant, through the installation of an Expert Supervision and Control System, which dynamically modifies the installation’s setpoints, finding the optimum operating point at all times.
SYSTEMS MODELING | IOT | MANAGEMENT SYSTEMS | WEB DEVELOPMENT MANAGEMENT APPLICATION
INDUSTRIAL STARTING PROBLEM
Most industrial refrigeration installations, including Mahou San Miguel’s Burgos plant, work with fixed configuration setpoints (pressure setpoints, equipment sequences, times, hysteresis). They do not adapt, therefore, to the changes in working conditions that are so common in the normal operation of the plant, which means that they work for long periods of time far from their optimum energy performance point.
In addition, most refrigeration facilities need a major boost to adapt to the new Industry 4.0, which requires enhancing the collection of data on consumption and performance of the installation, its integration into an energy management system and its advanced analysis to identify problems in the installation, improve its performance or even predict incidents.
SOLUTION
The solution proposed by ITCL to the Mahou San Miguel group is twofold:
- To develop an Energy Supervision System (IRS) of the installation that allows to know the real COP of each compressor and of the whole installation at every moment, as well as to consult historical data.
- To implement an Intelligent Control System for industrial refrigeration (IRC) that acts automatically over the general control automaton, modifying key parameters in order to increase the overall performance of the installation.
Energy Monitoring System (IRS)
- Features
It allows calculating the refrigerant fluid flow rate that each compressor is moving, by means of mathematical models (compressor curves displaced to their real working point in real time) without the need of flow meters.
Once the flow rate is known, the real performance (COP) of each compressor, of each line or of the overall installation is calculated.
- Functionalities
The system has a monitoring application, in web format, where instantaneous and historical values of all the variables read directly from the installation, as well as the calculated variables, can be consulted:
- Instantaneous and global performance coefficient of compressors and lines.
- Deviation of the performance from the ideal performance.
- Amount of cold produced (refrigeration kWh).
- Daily costs associated with cooling production.
- Average cost of refrigeration kWh produced.
- Consumption breakdown by equipment and period.
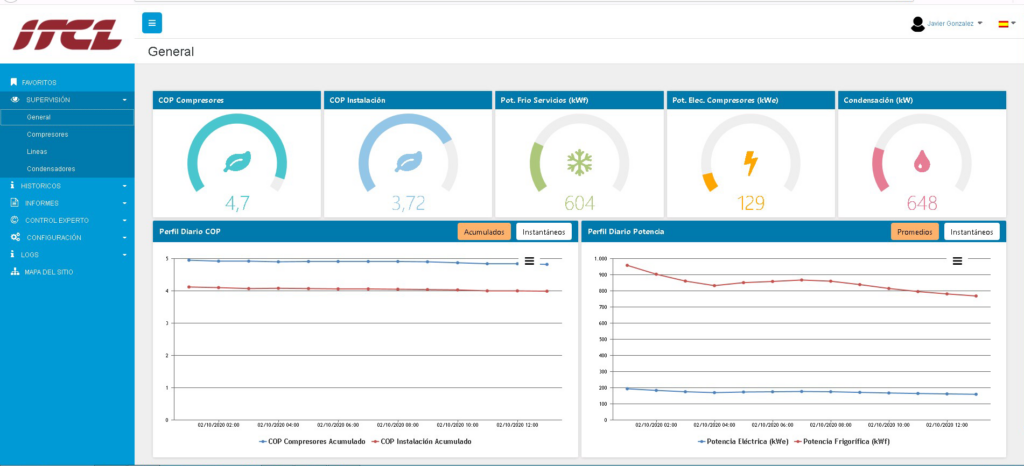
Figure 1. Monitoring System
The Energy Supervision System allows to generate periodic reports, offering a global vision of the operation of the refrigeration plant.
- Energy reports.
- Economic reports.
- Customized reports according to the customer’s needs.

Fifure 2. Energy and economic reports generated by IRS tool
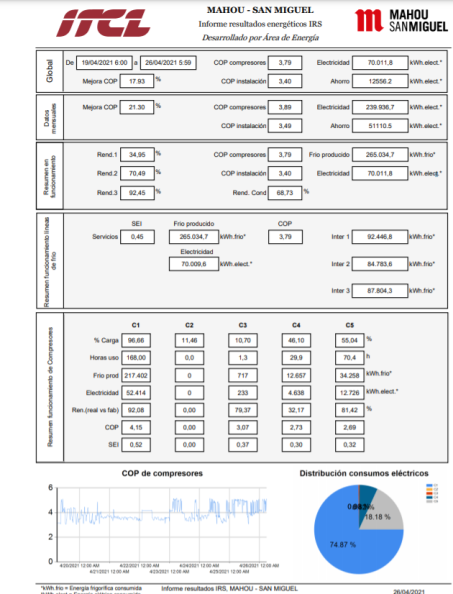
Figure 3. Informe económico generado automáticamente por la herramienta IRS
Industrial Refrigeration Expert Control System (IRC)
- Features
The IRC module modifies in real time the optimal configuration parameters of the refrigeration installation to maximize the energy efficiency of the plant for the actual cooling needs at any given moment. - Objectives
To reduce the energy consumption of the refrigeration plant through the modification of the installation’s set points, maximizing the instantaneous performance of the compressors. - Operation
The expert control will automatically act over the general control automaton of the refrigeration plant, modifying key parameters in order to increase the overall performance of the installation (previously calculated by the IRS application).
By means of decision algorithms based on the operating parameters in real time, the thermodynamic refrigeration cycle is optimized.
ITCL has developed its own decision algorithms, based on Artificial Intelligence, which optimize the following aspects: - Compressor start-up and shut-down sequence.
- Condenser start and stop sequence
- Expert pressure control
- Expert suction pressure control
- Parameter control (PID – hypersteresis – start and stop times)
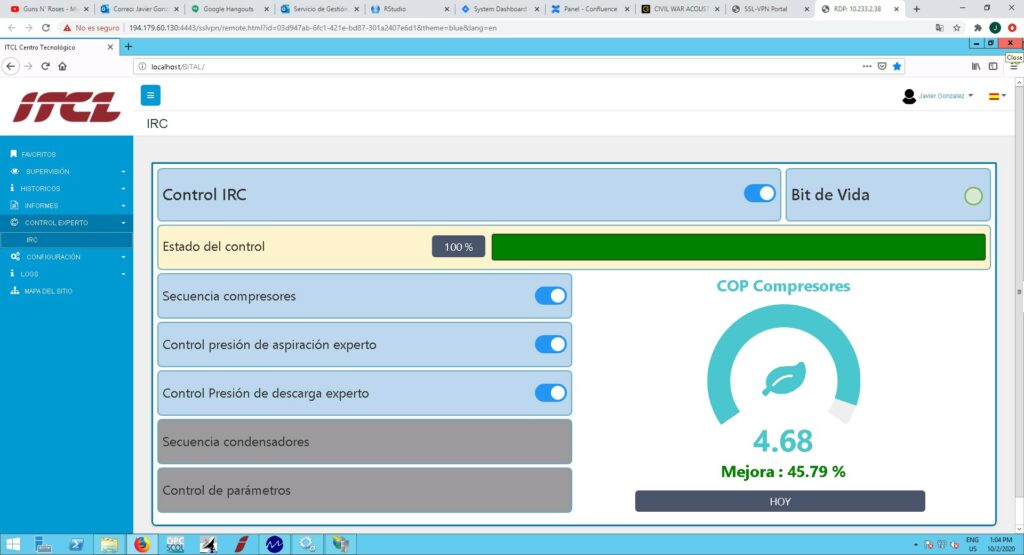
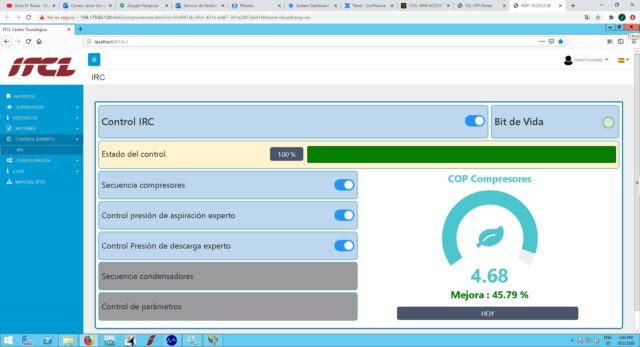 Figure 4. Expert control module
Figure 4. Expert control module
IMPLEMENTATION
The implementation of the technological development carried out by ITCL for Mahou San Miguel can be divided into different phases:
Phase 1: Installation of data capture system – communication with industrial refrigeration equipment.
In this phase, the existing communications architecture in the industrial refrigeration installation of Cervezas Mahou San Miguel is analyzed, as well as the needs of sensors and equipment to be installed to acquire data in real time from the industrial refrigeration installations.
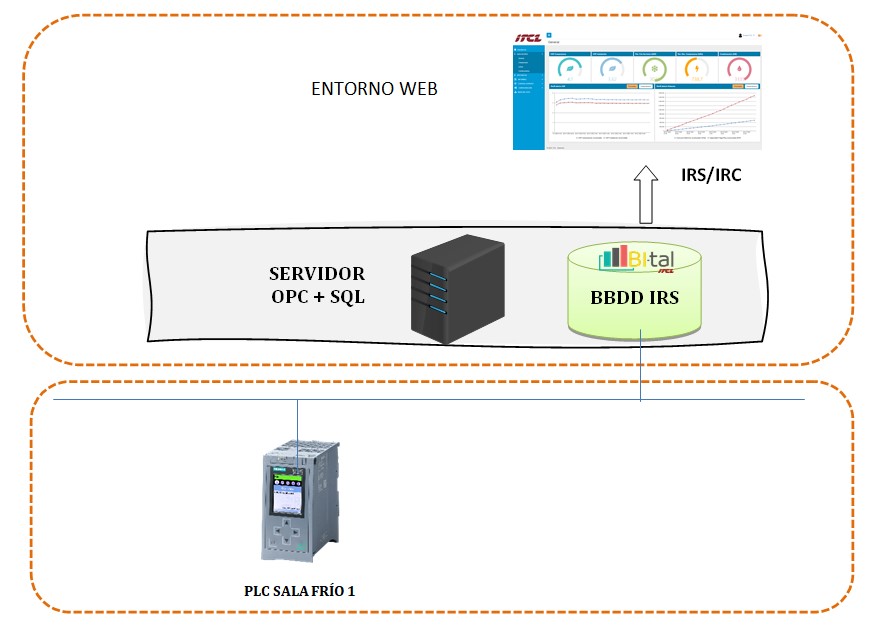
Figure 5. Architecture of the proposed solution
Phase 2: Commissioning of the supervisory system (IRS)
Once the communication with the industrial refrigeration installation is established, the refrigeration supervision software is installed. The software has been custom-designed based on the installation, defining together with Mahou San Miguel the indicators to be used to evaluate energy consumption and efficiency and those to be shown in the periodic monitoring reports on the energy efficiency of the industrial refrigeration installation.
During this stage, the following work is carried out to obtain the energy and economic indicators in real time, and to generate the reports:
- Creation of the customized mathematical models of the equipment: Compressors, Condensers, separators, ….
- Simulation of the installation behavior by means of the virtual model for the analysis of the energy improvement potential.
Phase 3: Characterization of the energy efficiency of the monitored industrial refrigeration installation.
With the data acquired through the energy monitoring tool (IRS) the following tasks are performed:
- Characterization of the energy efficiency of the industrial refrigeration installation, during a series of representative months (depending on the seasonality of the company’s production process and weather conditions).
- The reference COP value of the installation is established on which to calculate the savings and improvement of energy efficiency with the use of the IRC module.
Phase 4: Tailor-made development and implementation of the Intelligent Control System (IRC)
Once the installation has been characterized, the expert industrial refrigeration control module (IRC) is implemented. This control expertly and dynamically manages Mahou San Miguel’s refrigeration installation, so that the energy performance is the maximum possible for each working scenario of the installation.
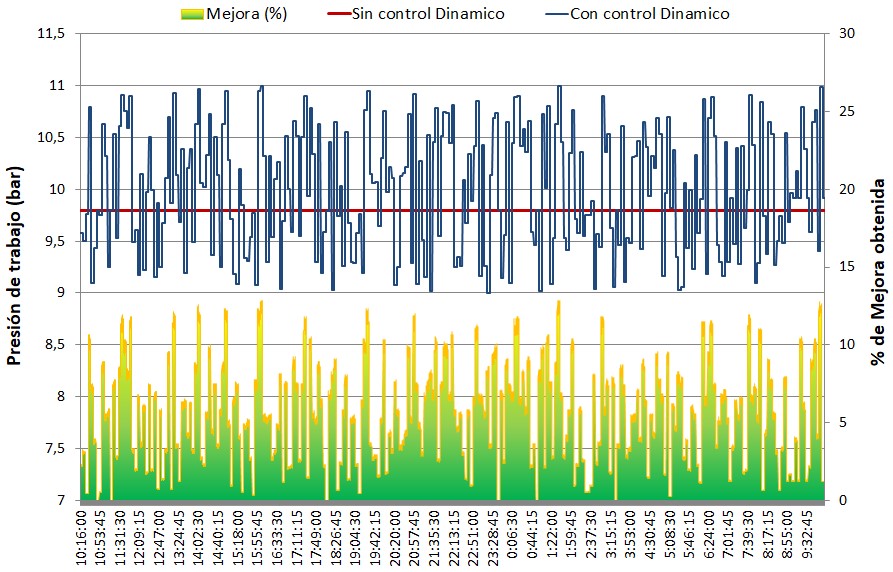
Figure 6. Comparison between the installation With and Without dynamic control
* Note 1 – The upper part of the graph shows how the high pressure varies with dynamic control (blue line), compared to a static setpoint (red line). In the lower part, the % improvement obtained at each instant is calculated by comparing the two previous scenarios.
Energy savings in industrial refrigeration production 8.
Once the expert control system (IRC) is up and running, it begins to generate periodic reports validating the energy savings obtained in the cold rooms and the whole system.
Phase 5: 24-month monitoring of the Supervision and Control System
Once the installation has been commissioned with the expert control, 24 months of monitoring of the installation are carried out, with several objectives:
- To guarantee the correct operation of the tool during those months, as well as to solve any incident in its handling.
- Generate and interpret monthly indicators.
- To guarantee that the installation maintains, or improves, the savings ratios with respect to the established reference COP.
Role of ITCL
ITCL has developed for years this system of supervision and control of industrial refrigeration, which is implemented in 14 facilities, with more than 100 compressors controlled.
For each new customer (Mahou San Miguel), ITCL adjusts the models to the actual installation, adapts the monitoring application and develops expert control modules that optimize the operation of the cold room.
In addition, ITCL maintains an objective of continuous improvement of its tool, integrating into its base application the developments made in each new project.
CHALLENGUES FACED
- Calculate the flow rate of refrigerant fluid that is moving each compressor, using mathematical models without the need for flowmeters.
- Implement a digital twin, on which to simulate different configuration scenarios, choosing and implementing in real time those set-points that improve the overall COP of the installation.
IMPROVEMENTS ACHIEVED
Significant improvements have been achieved for Mahou San Miguel:
Monitoring – Industrial Refrigeration Supervision (IRS).
- Know and characterize the instantaneous and average energy efficiency of your industrial refrigeration installation at the current moment.
- Consult historical data.
- Get customized periodic reports for energy efficiency control.
- Evaluate, on an ongoing basis, the impact on energy consumption of future improvement actions that can be carried out.
- Quantify inefficiencies per compressor based on wear/damage or out-of-range operation.
Control – Industrial Refrigeration Control
- Decrease of electrical consumption for cooling production.
- Improve the energy efficiency (COP) of refrigeration installations.
- Decrease indirect CO2 emissions by reducing the electrical consumption of the plant and, thus, the carbon footprint of your product.
PARTICIPATING COMPANIES
CONTACT PERSON:
Diego Martínez – diego.martinez@itcl.es